Installation of Overhead and Floor Conveyor System
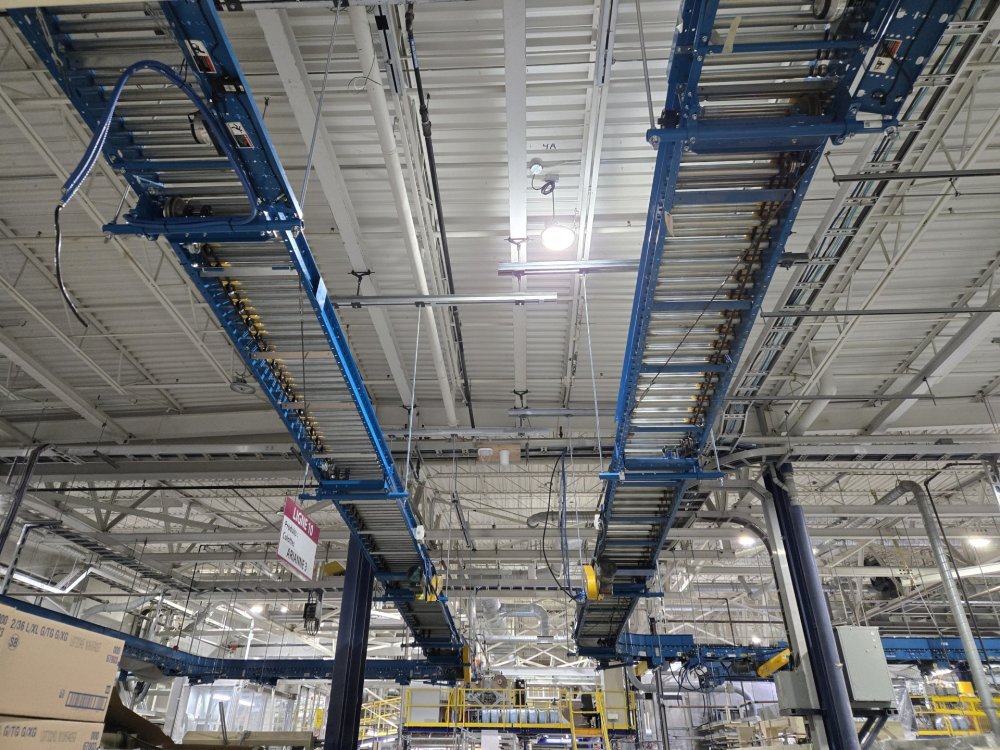
Our team successfully completed a turnkey project involving the installation of overhead and floor conveyor systems in an industrial setting. The system, spanning a total distance of 500 feet, was designed and implemented to optimize production flows and maximize operational efficiency.
This project highlights our ability to deliver innovative and reliable solutions to meet our clients’ challenges. For more information or to discuss your specific needs, contact us today!
Project Features
- Overhead Conveyor:
- Custom-designed suspended structures to maximize overhead space and free up floor areas.
- Integration of smooth curves and transitions to ensure continuous material transport.
- Sturdy construction to support heavy loads while maintaining reliable performance.
- Floor Conveyors:
- Installation of modular, motorized conveyor systems for precise and efficient product movement.
- Reinforced steel structures to ensure durability in demanding industrial environments.
- Added guards and guides to enhance safety and prevent derailments.
- Total Coverage:
- A conveyor network spanning 500 feet, strategically designed to optimize logistical flows and minimize downtime.
- New Industrial Flooring:
- Installation of durable flooring tailored for high-traffic industrial environments.
- Floor preparation and leveling to ensure stability and precise conveyor operation.
- Control Systems and Automation:
- Integration of a centralized control panel for automated conveyor management.
- Implementation of sensors and IoT solutions to monitor production flow in real time.
- Optimization and Safety:
- Pre-installation analysis of production flows to strategically position conveyors.
- Compliance with industrial safety standards to ensure safe operation.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}